剪板機常用於鈑金加工行業。看似簡單的剪切動作,其實包含了很多技巧,從刀片間隙的調整步驟到針對不同材料的調整技巧,甚至是刀片的選擇。與剪切質量有關,下面將從多方面詳細介紹剪切刀片間隙調整的相關內容。
刀片間隙調整手輪:(液壓擺式剪板機)

電動調整刀刃間隙(液壓剪板機)

不同剪板機的刀片間隙
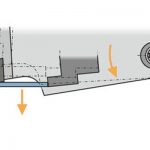
擺式剪板機配有快速刀片間隙調整機構,可根據不同板厚和材料調整有利於切割的刀片間隙,並配有準確的參數表供參考選擇,獲得滿意的切割效果通過合理的刀片間隙保證質量。隨著刀架的轉動,擺樑式剪板機的剪切角度和剪切間隙會發生變化。
採用三點滾輪導向,通過蝶形彈簧對前滾輪的作用力,切割樑與兩個後滾輪緊密接觸。裁切時,系統會根據不同板材的需要,電動調整刀口間隙,以獲得更好的裁切質量。

刀片間隙調整的區別
擺式剪板機具有手動調節刀片間隙的功能,只需轉動手柄即可。剪板機具有電動調節刀片間隙的功能,通過該系統可以更方便、更準確地進行調整,有利於獲得更好的剪切質量。

| 刀片間隙調整步驟 |
| 1.拆下下刀片,一塊一塊地清洗 |
| 2.刀片四面都可以使用,選擇的一側安裝牢固。並檢查刀片在水平和垂直方向的直線度。 |
| 3、上刀片是固定的,不能調整。我們通過調整下刀片來調整剪切刀片間隙。 |
| 4.找到下刀片的左右螺絲增加間隙,一般在最外側。 |
| 5. 找到下刀片左右兩側的兩個固定螺釘,推動下刀片以縮小間隙。它們上有鎖定的備用螺母。一般來說,在裡面。 |
| 6、鬆開下刀片台左右四個螺栓 |
| 7、上刀片通過手動轉動下降到適當位置,操作人員到剪板機落料區開始調整 |
| 8、用塞尺粗略調整到左手上下刀刃空餘處0.5mm |
| 9、手動轉動使刀片向上移動到中間位置,粗調到0.5mm。 |
| 10.手動轉動使刀片向上移動到上下刀不脫開的正確位置。中間位置粗略調整到0.5毫米。 |
| 11、手動將上刀片轉動到合適的位置,開始微調。 |
| 12、用塞尺微調左手上下刀片不咬合的位置,直到塞尺的三根線能進入五根線。 |
| 13、手動將刀片向上轉動到中間位置,開始微調,直到塞尺能進入三根線,五根線不能進入。 |
| 14、手動將刀片向上轉動到右側上下刀不脫開的位置,開始微調,直到塞尺能進入三線,五線不能進入。 |
| 15、剪板機刃口鋒利時,如果剪板邊緣有毛刺,可適當減小上下刀片的間隙。 |
常見問題及調刀技巧
最常見的金屬板是:
1. 13mm以上的厚板。
2. 0.2~4mm的薄板。
3.花板。
4、高張力板(常用於汽車鈑金)。
5.鈦板
最常見的刀片問題是碎裂或工具凹痕。針對這些問題,首先要確定上下刀片的間隙。
刀片的調整技巧
調整刀片時,應將間隙設置為比板厚約2~3mm。也就是說,當你要切割5mm厚的板材時,應該從7mm或8mm開始調整,慢慢往下調整,當你切割出來的時候,板材的切割面呈現出1/3亮面和2/ 3 啞光錶面,達到最佳切割效果。詳細情況如下:


切割花板時的間隙設置比較棘手,必須從花板最凸點算出的最厚處進行調整,不能直接使用板厚。此外,將圖案的凸面朝下切割可以延長工具的使用壽命。
此外,必須考慮板材的材質,尤其是切割不銹鋼時。刀具必須鋒利、耐磨且堅韌。因此,液壓剪板機的刀片應加以討論。除了刀口角度等外觀設計和生產精度外,選用的材料也是影響刀具質量的關鍵因素。