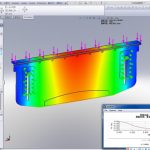
為了消除滑塊變形帶來的不利影響,需要對滑塊的撓曲變形進行補償。補償方式如下:
1、液壓補償
工作台的液壓自動撓度補償機構由一組安裝在下工作台上的油缸組成。根據滑塊的撓度補償曲線和工作台有限元分析設計各補償缸的位置和尺寸。
中性版的液壓補償脹形補償是通過前、中、後三塊豎板之間的相對位移來實現的。其原理是通過鋼板自身的彈性變形來實現凸出,因此可以在工作台調整的彈性範圍內實現補償。

2.機械補償表法
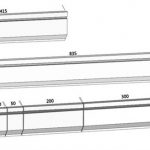
凸楔由一組具有斜面的凸出斜楔組成。每個凸出的楔塊都是根據滑塊和工作台的撓度曲線通過有限元分析設計的。
數控系統根據工件彎曲時的負載力(該力會引起滑塊和工作台立板的偏斜變形)計算出所需的補償量,並自動控制凸楔的相對運動。從而有效補償滑塊和工作台立板產生的撓曲變形,獲得理想的折彎工件。
機械撓度補償是通過控制“預凸”的位置來實現的,在工作台的長度方向上形成一組楔塊。實際撓度相同的曲線,使折彎時上下模間隙一致,保證折彎工件在長度方向的角度一致。

機械補償的優點
1)機械補償可在工作台全長范圍內獲得準確的撓度補償。機械撓度補償具有持久的穩定性,減少了液壓補償的維護頻率(如漏油),在機床壽命期內免維護。
2)由於機械撓度補償有更多的補償點,數控鈑金剎車在工作中折彎工件時可以實現線性補償,可以提高工件的折彎效果。
3)機械補償使用電位器測量返回信號的位置。作為數控軸,實現數字化控制,使補償值更準確。