液壓折彎機/液壓折彎機按同步方式可分為:液壓同步扭力折彎機、數控折彎機和電液數控折彎機,並可分為以下運動類型:上動式、下動式.
折彎機折彎需要不同的方法來達到所需的預期結果。從形成風塔桿到復雜的電氣櫃組件,折彎機是製造商的重要工具,並且知道並非所有彎曲都是相同的,這是它們成功運行的關鍵。了解工藝、工具和材料(因為所有被彎曲的金屬將對每個彎曲工藝做出不同的反應)對於快速、重複地獲得準確的零件至關重要。
液壓同步力矩折彎機/液壓同步力矩折彎機

雙油缸控制滑塊上下運動
機械扭矩同步
數控折彎機和電液折彎機


CNC折彎機:這些類型的製動器具有最高的精度和定制能力,利用計算機技術來控制精度並提高效率。使用 CNC 制動壓力機時,彎曲角度、板厚、寬度和坡度等數據由訓練有素的操作員輸入控制器,然後製動器輕鬆處理其餘部分。
如何計算折彎機噸位

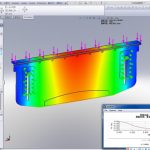
在折彎過程中,上下模之間的力作用在材料上,使材料發生塑性變形。工作噸位是指收音時的誇張壓力。確定工作噸位的影響因素有:彎曲半徑、彎曲方法、模具比、彎頭長度、彎曲材料的厚度和強度等。
折彎機成型噸位計算相對容易。訣竅是知道在何處、何時以及如何應用它們。讓我們從噸位計算開始,它基於材料中屈服斷裂和實際彎曲開始的點。該配方基於具有 60,000-PSI 抗拉強度的 AISI 1035 冷軋鋼。這是我們的基準材料。基本公式如下:

P:彎曲力(kn)
S:板厚(mm)
L:板寬(米)
V:底模槽寬(mm)

示例 1:
S=4mm L=1000mm V=32mm 查表得P=330kN
2、本表以強度Оb=450N/mm2的材料計算。折彎其他不同材料時,折彎壓力為表中數據與下列係數的乘積;
青銅(軟):0.5;不銹鋼:1.5;鋁(軟):0.5;鉻鉬鋼:2.0。
彎曲壓力近似計算公式:P=650s2L/1000v
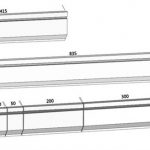
最小彎頭尺寸:
A. 單折/彎曲:


B. 彎曲/折疊 Z


示例 2:
板厚S=4mm,寬度L=3m,ob=450N/mm2
一般槽寬V=S*8 因此P=650423/4*8=975(KN)= 99.5(Ton)
結果與彎曲力圖表中的數據非常接近。
如您所見,計算折彎機噸位的方法#1 是基於低碳鋼材料。
如果材料是不銹鋼、鋁或黃銅怎麼辦?
很簡單,將上式計算的結果乘以下表中的係數:
| 材料 | 係數 |
| 軟鋼 | 1 |
| 不銹鋼 | 1.6 |
| 鋁 | 0.65 |
| 黃銅 | 0.5 |