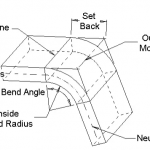
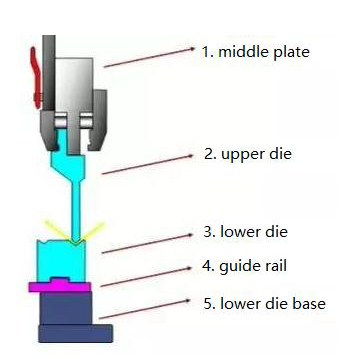
什麼是折彎機模具?
折彎機模具是折彎機用來形成鈑金的工具。這種工裝由各種零件組成,不同的工裝由不同的零件組成。
主要通過改變成型材料的物理狀態來實現零件形狀的加工。它是一種在折彎機的壓制下將坯料製成特定形狀和尺寸的零件的工具。
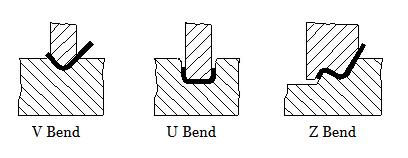
常用折彎機模具
一般翻邊高度L≥3t(t=板厚)。如果翻邊高度太小,即使使用折彎模也不利於成型。
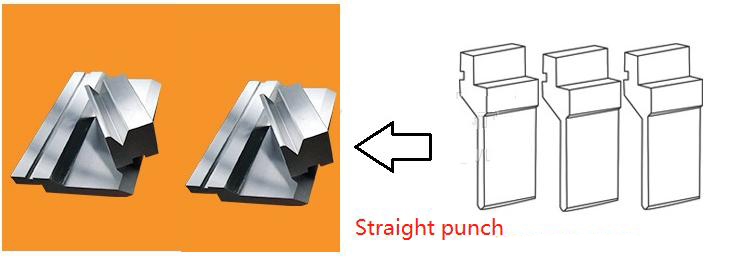
折彎模具的分類
| 沖床類型 | 主要應用 |
| 直衝 | 加工角度≥90° |
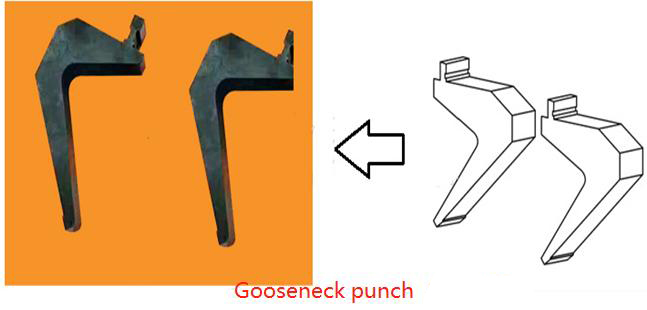
| 鵝頸拳 | 加工角度≥90° |
| 急性沖床 | 加工角度≥30° |
死
| 沖床類型 | 主要應用 |
| 唱V死 | 1.當v角度= 88(參考)時,能夠彎曲角度≥90° |
| 雙V模 | 2. V 角 = 30°(ref) 時,可彎曲角度≥ 30° |
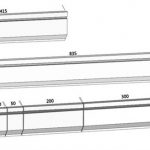
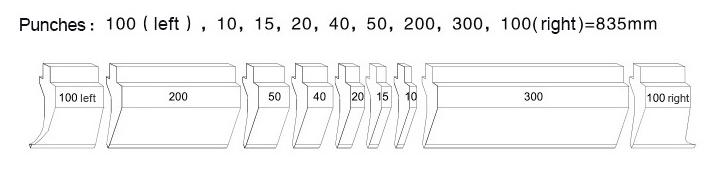
折彎機段模
一般折彎機凸模和模架的標準長度為835mm。為了彎曲不同長度的工件,沖頭和模具分為以下尺寸:
10+15+20+40+50+100+100+200+300=835

折彎模具材料
一般折彎模具的材料有T8鋼、T10鋼、42CrMo、Cr12MoV、Cr12MoV等也是很好的材料。使用性能可以滿足,工藝
性能也不錯,但價格會高。
42CrMo是一種高強度合金調質鋼,強度高,韌性強。可在-500℃的溫度下工作。
折彎機參數如何選擇 折彎機模具高度公式
- 行程(mm)=日光 - 中板高度 - 上模高度 - 下模高度(下模高度 - 0.5V+t)
t = 板厚(毫米)
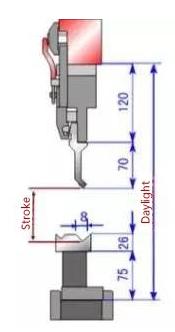
給定:日光370mm,最大行程100mm
到達:行程=370-120-70-75-(26-0.5*8+t)=(83-t)mm
注:0.5V < 最大行程
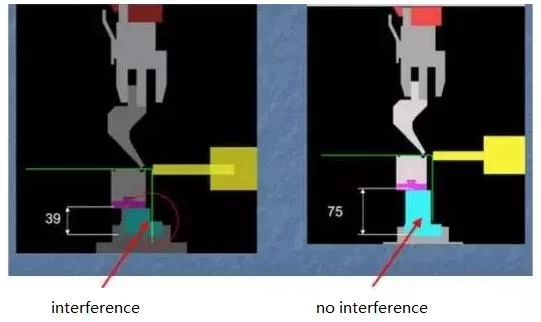
請注意,下模座也有許多不同的高度,用於不同的製造目的。所以在選擇下模座時不要忘記這一點。
下模類型
下模一般有單V型和雙V型,其中又分為分離模和全長模。不同的模具適用於不同的製造目的
然而,單V die 比雙V die 具有更廣泛的應用,而分離die 比全長die 更廣泛地使用。
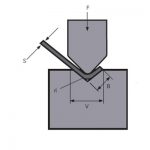
下模v寬、V槽角
V型槽選擇&板厚(T):
| 噸 | 0.5~2.6 | 3~8 | 9~10 | ≥12 |
| 五 | 6×T | 8×T | 10×T | 12×T |
下模的V角與上模的角度相同。
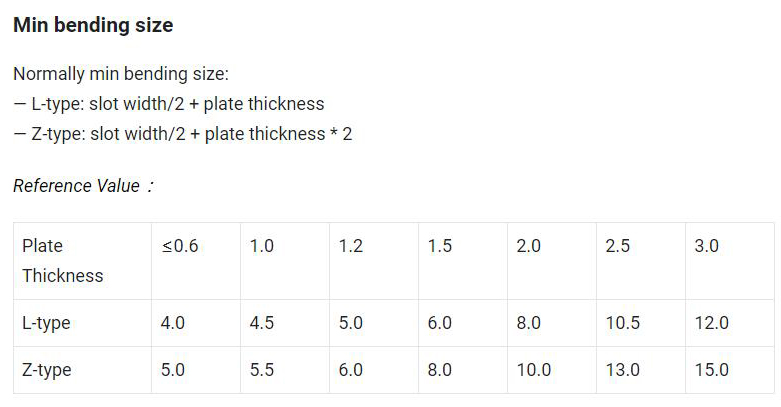
| 板厚 | ≤0.6 | 1.0 | 1.2 | 1.5 | 2.0 | 2.5 | 3.0 |
| 模具寬度 | 4 | 6 | 8 | 10 | 12 | 16 | 18 |
為了在某些特殊情況下選擇小V模進行折彎,每沖頭的間距應增加0.2mm
如需更多詳細信息,請聯繫我們,我們將為您提供完整的解決方案。