1. 了解折彎過程:簡單的事實

彎曲餘量 = 角度 * (T/180)*(半徑 + K 係數 * 厚度)彎曲補償 = 彎曲餘量-(2 * 回縮)
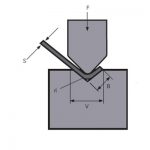
內退角 = tan(角度 / 2)*半徑外退角 = tan(角度 / 2)*(半徑 + 厚度)

1) 在彎曲零件上獲得的半徑會影響我們必須將該零件切割到的長度(彎曲前)。
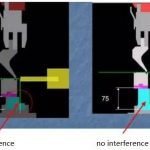
2) 彎曲獲得的半徑 99% 取決於我們選擇使用的 V 開口。
在設計零件之前,當然在開始切割毛坯之前,我們必須確切地知道我們將使用什麼 V 開口來彎曲折彎機上的零件。

2. 半徑如何影響毛坯
較大的半徑會將我們零件的腿“推”到外面,給人一種毛坯被切割“太長”的印象。
較小的半徑將需要比半徑較大時必須切割“稍長”的毛坯。

3. 彎曲餘量

上圖展開的空白計算如下:
B = 150 + 100 + 60 + BA1 + BA2
如何計算 BA1 和 BA2:
計算彎曲餘量
一旦通過變平而重疊,我們需要從兩條腿中減少的部分就是我們通常所說的“彎曲餘量”(或等式中的 BA)。

彎曲餘量公式
彎曲至 90° 的 BA 公式

從 91° 到 165° 彎曲的 BA 公式

iR= 內半徑
S=厚度
Β = 角度
Π = 3,14159265…。
K = K 因子
K因子
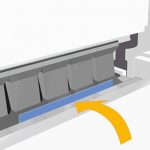
在折彎機上折彎時,鈑金的內部被壓縮,而外部則被拉伸。
這意味著存在纖維既不壓縮也不延伸的片材的一部分。我們稱這部分為“中性軸”。

從彎頭內側到中性軸的距離就是我們所說的K因子。
這個值是我們購買的材料附帶的,不能更改。
該值以分數表示。 K 因子越小,中性軸越接近板材的內半徑。

K 因子 = 微調
K 因素影響我們展開的空白。不及零件的半徑,但我們可以將其視為對毛坯的微調計算。
K 因子越小,延伸的材料越多,因此“被推出”……。這意味著我們的腿會變得“更大”。
估計 K 因子
大多數時候,我們可以在微調空白計算時估計和調整 K 因子。
我們需要做的只是一些測試(在選定的 V 形開口上)並測量零件的半徑。
如果您需要確定更精確的 K 係數,以下是用於確定彎曲的精確 K 係數的計算。

K因子:一個公式

解決示例:
B = 150 + 100 + 60 +BA1 + BA2
K因子估計
B1:R/S=2 => K=0,8
B2:R/S=1,5 => K=0,8
兩個彎曲都是 90° 或更小:

意思是:
B1 = 3.14 x 0.66 x (6 + ((4×0.8)/2) – 2 x 10
B1 = -4.25
B2 = 3.14 x 0.5 x (8 + ((4×0.8)/2) – 2 x 12
B2 = -8.93
所以:
B = 150 + 100 + 60 + (-4.25) + (-8.93)
B= 296.8 毫米