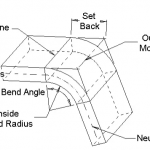
你有你的折彎機,設置為在你想要的地方彎曲你的材料,在工作需要的確切角度。你的成型是在形式上,你的數字已經被壓縮了,你值得信賴的 Press Brake 正等著做它的事情。

但是有一件很重要的事情很容易被忽視,理解它是如何工作的,更重要的是如何設置它是至關重要的。我們當然是在談論加冕的過程。
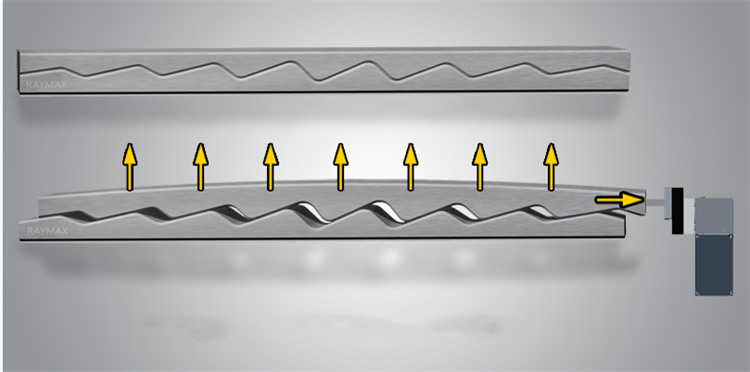
每當長或大部件彎曲時,Crowning 就會發揮作用,它對更長、更重的折彎機和功率等級高端的折彎機也很有用。當施加載荷以形成彎曲時,會發生一定程度的偏轉。這會導致變形,這意味著如果您的折彎在末端精確定位,這要歸功於橫梁末端的伺服液壓系統和活塞,靠近工件中心的情況可能並不總是如此。
這不是操作員錯誤或折彎機問題;這更像是材料科學和物理學的一個簡單事實。簡而言之,補償這種現象的過程就是加冕。
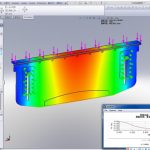
為了確保沿工件全長的一致彎曲,凸面系統至關重要,它可以在折彎機的橫梁中,也可以在工作臺本身中,甚至兩者兼而有之。它確保光束中心的角度與末端的角度相匹配,在需要補償的地方准確補償偏轉。今天的折彎機往往內置液壓加冠。工具供應商或折彎機製造商可能會提供 CNC 楔形系統作為附件。
1.液壓打鳴
在折彎機架上,除了在兩側安裝兩個液壓缸外,在機器中間還安裝了另外兩個輔助液壓缸。向下衝程時,輔助油缸充滿液體油並向下移動。在折彎過程中,液壓油進入輔助油缸,使滑塊產生向下撓度進行補償。
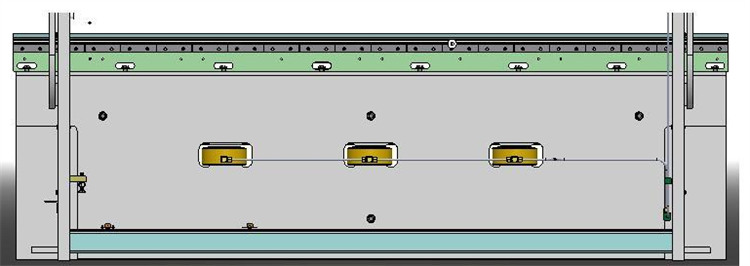
將輔助液壓缸安裝在工作台下部。在折彎過程中,它會在工作台上產生一個向上的力,從而形成自動凸度系統。
壓力補償裝置由幾個小油缸組成。包括油缸、母板、輔助板和銷軸,工作台上設置有補償缸,由比例溢流閥構成壓力補償系統。
工作時。輔助板支撐油缸,油缸將主板托起。剛好克服了滑塊和工作台的變形。凸台裝置由數控系統控制,可根據板材厚度、模具開度和折彎不同板材時材料的抗拉強度來確定預緊力。
液壓凸度的優點是可以實現連續變變形的撓度補償,補償靈活性大,但也存在結構複雜、成本較高的缺點。

2.機械加冕
機械凸度是一種新的撓度補償方法,一般採用三角斜楔結構。
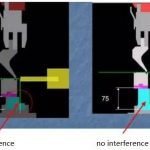
原理是兩個帶角的三角形楔塊,上面的楔塊移動i固定在x方向,只能在y方向移動。當楔塊沿 x 方向移動一段距離時,上部楔塊在下部楔塊力的作用下向上移動 h 距離。這就是機械加冕的原理。
關於現有的機械補償結構。兩塊墊板全長放置在工作台上,上下墊板通過碟形彈簧和機器人連接。上下板由若干斜度不同的斜楔組成,通過電機驅動使其相對運動,形成一組凸位置的理想曲線。