常規折彎順序
1、先短邊長邊:一般來說,四個邊都折彎時,先折短邊再折長邊,有利於工件的加工和折彎模具的裝配。
2、先外周後中:一般情況下,一般是從工件的外周開始,向工件中心折疊。
3、先局部,後整體:如果工件內部或外部有一些結構不同於其他彎曲結構,一般是先彎曲這些結構,然後再彎曲其他部分。
4、考慮干涉情況,合理安排折彎順序:折彎順序不是一成不變的,應根據折彎形狀或工件上的障礙物適當調整加工順序。

折彎機模具日常使用規範
1、打開折彎機電源,轉動鑰匙開關,按下油泵啟動,折彎機油泵開始轉動,機器尚未開始工作。
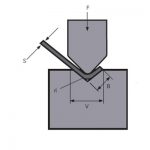
2、行程調整需要在折彎機模具正式啟動時試運行。折彎機上模下降到底部時,必須有板厚間隙。否則會損壞模具和機器。行程調整也有電動快速調整和手動微調。
3、折彎機模具缺口的選擇,一般選擇板厚寬度的8倍的缺口。如果折4mm的板材,需要選擇32左右的槽。

4、檢查折彎機上下模具的重疊度和牢固度;檢查定位裝置是否滿足被加工的要求。經常檢查上下模具的重疊情況;壓力表的指示是否符合規定。
5、板材折彎時,必須壓實,以防板材在折彎時抬高傷到操作者。
6、調整鈑金模具時必須切斷電源,停止運轉。
7、變彎機下模開度改變時,不允許有材料接觸下模。
8、禁止使用折彎機模具折彎過厚的鐵板或淬硬鋼板、高級合金鋼、方鋼、以及超過鈑金折彎機性能的板材,以免損壞機床.
9. 關閉折彎機,將木塊放在兩側氣缸下方的下模上,使上滑板下降到木塊上。先退出控制系統程序,再切斷電源。