噸位是指彎曲時的彎曲壓力。
折彎是在稱為折彎機的機器上進行的,它有手動和自動兩種模式。針對不同的板材和板材厚度,有從30T到2200T的一系列型號可供選擇。彎曲角度由金屬板壓入下模的深度決定。精確控制該深度以實現所需的彎曲。液壓折彎機通常配備一套標準模具。特殊工件需要用特殊模具定制。模具材料的選擇取決於生產數量、鈑金材料和彎曲程度。
在選擇折彎機時遇到的第一個問題是如何計算折彎壓力,這決定了您需要多少噸位來購買鈑金折彎機。通常人們在計算液壓板折彎機噸位時,可以參照下面的折彎機噸位圖。
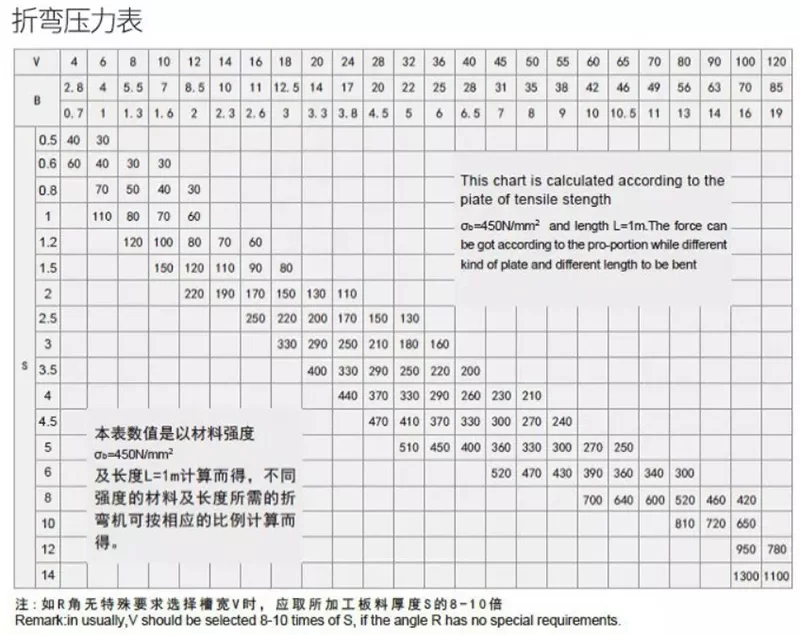
圖表中的數值為板材長度為一米時的彎曲壓力:
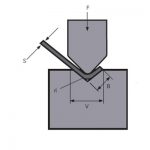
例如S=4mm L=1000mm V=32mm,查表P=330KN。此圖表是根據抗拉強度和長度L=1m的板材計算得出的。彎曲不同的板材和長度時,可以根據比例得到力。折彎其他材料時,折彎壓力為表中數據與下列係數的乘積。
青銅(軟):0.5;不銹鋼:1.5;鋁(軟):0.5;鉻鉬鋼:2。
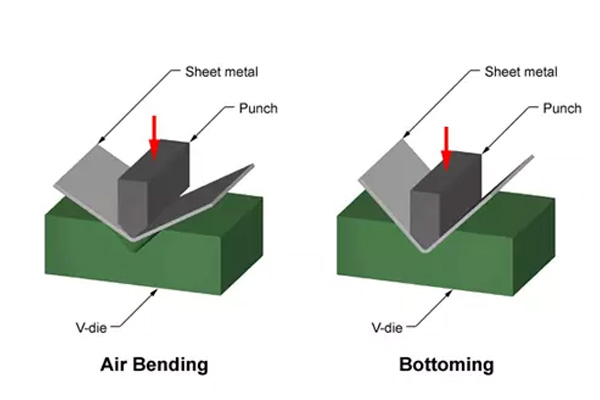
彎曲金屬薄板所需的力是用V型彎曲法計算的,即用V型沖頭將薄板壓入V型模具。彎曲力可以通過板材厚度、模具開口、彎曲長度和材料的極限抗拉強度來計算。可以輸入模具比來計算模具開度,一般為板厚的6~12倍。一般厚度為0-3mm時,我們使用6倍的板材厚度。當厚度為3-10mm時,我們使用8倍的板材厚度。當厚度超過10mm時,我們使用12倍的板材厚度。然後就可以根據計算出來的噸位來選擇合適的鈑金折彎機了。
彎曲壓力的近似計算公式:
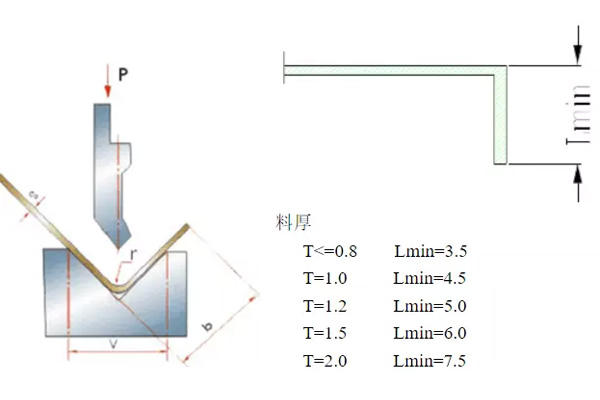
P:彎曲力(KN)
S:板厚(mm)
L:板寬(m)
V:V-底模寬度(mm) V為板厚的6-10倍。
最重要的是,當你計算折彎機噸位時,你會有兩種方法:一種是查看折彎機噸位圖表,另一種是使用公式。
比如你的盤子是S=3mm L=3m,那麼你需要多少噸呢?
首先,我們查看折彎機噸位圖表,當 S=3mm L=1m V=24mm P=250KN 時。
所以,如果L=3m,總噸位就是250KNx3m=750KN=75Ton。
然後我們嘗試公式,=73Ton。結果類似於我們從圖表中得到的值。如果板材是不銹鋼,總噸位為75Ton x2=150Ton。
假設最厚的材料是1/4英寸,10英尺的自由彎曲需要165噸,有底模彎曲(矯正彎曲)至少需要600噸。如果大部分零件都是5英尺或更短,噸位幾乎減半,大大降低了採購成本。零件的長度對於確定新折彎機的規格非常重要。
中瑞是中國十大折彎機製造商,提供專業的折彎機折彎機知識和高品質的折彎機銷售。如果您有任何需求,請立即聯繫我們!