近年來,金屬剎車折彎機在各行業得到廣泛應用,折彎機的加工範圍不斷擴大。但是,對於彎曲力的計算,目前還沒有系統的討論。目前各折彎機廠家的手冊中推薦的折彎力計算公式大致有兩種。
![]()
P——彎曲力,KN;
S——板材厚度,mm;
l——板材的彎曲長度,m;
V——下模口寬度,mm;
σb——材料抗拉強度,MPa。
廠家推薦的彎曲力參數表也是按上式計算的。
彎曲力計算公式的推導過程及適用範圍
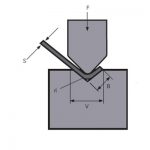
圖1是板材折彎時的工作示意圖。下面介紹彎曲力計算公式和兩個附加參數條件的推導過程。首先,產品手冊中有這樣的建議。在自由彎曲中,選擇的下模開口寬度 V 是板厚 S 的 8 到 10 倍。這裡我們取縱橫比 。

圖1 折彎示意圖
P——彎曲力
S——板材厚度
V——下模開口寬度
r - 板材彎曲時的內半徑
K——彎曲變形區水平投影的寬度![]() =9
=9
其次,製造商在折彎力參數表上列出了折彎工件的模具寬度V和內徑r的對應值。一般r=(0.16~0.17)V。在這裡,直徑與寬度的比率 ![]() =0.16.
=0.16.
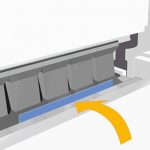
在鈑金折彎過程中,變形區的材料處於高塑性變形狀態,繞中心線成一定角度彎曲。在彎曲區的外表面上,在某些情況下可能會出現微裂紋。在變形區的截面上,除中心層附近外,其他點的應力均接近材料的抗拉強度。中性層上部受壓,下部受拉。圖 2 顯示了變形區的橫截面和相應的應力圖。

圖2 應力圖
S——板材厚度
l——板材彎曲長度
變形區橫截面上的彎矩為:

機器在變形區的彎曲力產生的彎矩為(見圖1):
![]()
從![]()
![]()
在折彎機上使用通用模具進行自由折彎時,大部分鈑金折彎90°。如圖 3 所示。K 為:
![]()
將K代入等式(1),我們得到:

普通材料的抗拉強度σb=450N/mm2,將式(2)代入:
![]()
由推導過程可以看出,當使用式(2)或式(3)計算彎曲力時,兩個附加的
需要滿足上述參數條件。也就是縱橫比![]() =9,徑寬比
=9,徑寬比![]() =0.16,否則會造成很大的誤差。
=0.16,否則會造成很大的誤差。

圖 3 自由彎曲
S——板材厚度
r - 板材彎曲時的內半徑
K——彎曲變形區水平投影的寬度
計算彎曲力的新方法和步驟
由於設計或工藝要求,有時很難同時滿足以上兩個附加要求。此時,不應使用推薦的計算公式來計算彎曲力,而應按以下步驟進行。
(1)根據板厚S、彎曲半徑r、下模開口V,分別計算出寬厚比和徑寬比。
(2)根據板材的變形量計算變形區的投影寬度。
(3) 應用公式(1)計算彎曲力。
在計算過程中,考慮了彎曲半徑的差異和相應變形區的變化。由此計算的彎曲力比通常推薦的公式計算的結果更準確可靠。現在舉一個例子來說明,如圖4所示。

圖 4 新的計算方法
已知:板厚S=6mm,板長l=4m,彎曲半徑r=16mm,下模開口寬度V=50mm,材料抗拉強度σb=450N/mm2。求自由彎曲所需的彎曲力。
首先,求縱橫比和徑寬比:
![]()
其次,計算變形區的投影寬度:

最後,使用等式(1)求彎曲力:
![]()
如果使用通常推薦的公式來計算彎曲力:
![]()
從 ![]() = 1.5,可以看出兩者相差1.5倍。產生這個誤差的原因是本例中的彎曲半徑比較大,相應的變形面積增大,所以彎曲時需要較大的彎曲力。本例中,徑寬比=0.32,已經超過了上面介紹的參數的附加條件。用通常推薦的公式來計算彎曲力顯然是不合適的。您可以從這個示例中看到新計算方法的優勢。
= 1.5,可以看出兩者相差1.5倍。產生這個誤差的原因是本例中的彎曲半徑比較大,相應的變形面積增大,所以彎曲時需要較大的彎曲力。本例中,徑寬比=0.32,已經超過了上面介紹的參數的附加條件。用通常推薦的公式來計算彎曲力顯然是不合適的。您可以從這個示例中看到新計算方法的優勢。
結論
這裡介紹的計算折彎力的步驟和公式,不僅適用於鈑金的角度折彎,也適用於圓弧折彎(嚴格來說應該稱為超大彎曲半徑的角度折彎)。需要指出的是,當板材彎曲成弧形時,模具的形狀是特殊的。在計算變形區的投影時,必鬚根據工藝過程中設定的工藝參數進行計算,不能用簡單的公式來表示。
在設計弧形模具時,採用本文介紹的方法計算彎曲力,可以得到滿意的結果。