一、結構原理不同
兩種機型的設計原理不同,導致彎曲滑塊兩側保證同步的結構不同。扭軸折彎機是利用扭軸連接左右擺桿形成扭軸強制同步機構上下移動兩側油缸,所以扭軸同步折彎機是機械強制同步方式,並且滑塊的平行度不能自動檢查自動調解。
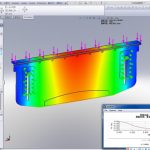
電液同步折彎機是在滑塊和壁板上安裝磁(光)標尺。數控系統可以隨時通過磁(光)標尺的反饋信息分析滑塊兩側的同步情況。如果有誤差,數控系統將通過比例電液伺服閥進行調整,使滑塊兩側的行程同步。數控系統、液控閥組和磁尺構成電液同步折彎機的反饋閉環控制。

2.精度
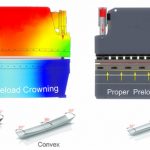
滑塊的平行度決定了工件的角度。扭軸同步折彎機機械保持滑塊同步,無實時誤差反饋,機器本身無法進行自動調整。另外它的偏載能力差(扭軸同步折彎機是利用扭軸強制同步機構使兩側油缸上下移動。如果長期偏載會導致扭軸變形.)、電液同步折彎機是通過比例電動實現的系統。液閥組控制滑塊同步,磁(光)標尺提供實時誤差反饋。如果出現誤差,系統會通過比例閥進行調整,以保持滑塊的同步。
3.速度
機器的工作中有兩點決定其運行速度:(1)滑塊速度,(2)後擋料速度,(3)折彎步距。
扭軸同步折彎機採用6:1或8:1氣缸,速度較慢,電液同步折彎機採用13:1或15:1氣缸,速度較快。因此,電液同步折彎機的快速下降速度和返回速度遠高於扭力同步折彎機。
扭軸同步折彎機滑塊向下運動時,雖然速度具有快降和慢降功能,但快降和回程速度只有80mm/s,快慢切換不流暢。後擋料的運行速度僅為100mm/s。
如果工件需要分多步折彎,扭軸同步折彎機的各個工序必須單獨設置,加工過程非常繁瑣。而電液同步機可以通過電腦設定和保存每一步的過程,並且可以連續操作,大大提高了折彎步的速度,提高了工作效率。
電液同步折彎機滑塊下降時,速度具有快降和減速功能。快速下降和返回速度可達200mm/s,快慢轉換流暢,可大大提高生產效率。同時後擋料的運行速度達到300mm/s。
4、實力
由於自身的設計,扭力同步折彎機不能在偏載下彎曲。如果長時間在偏心載荷作用下彎曲,會導致扭軸變形。而電液同步數控折彎機則不存在這樣的問題。左右Y1、Y2軸獨立動作,可在部分負荷下彎曲。一台電液同步折彎機的工作效率可相當於兩到三台扭軸同步折彎機。